-
О компании

Prilan - Международный Каталог патентных специалистов

Для клиентов: удобный поиск исполнителя в любом регионе

Для патентных специалистов: Поиск коллег в смежных областях и регионах

Бесплатные консультации по вопросам интеллектуальной собственности

Помощь в оказании услуг по защите интеллектуальной собственности

Поиск исполнителя на оказание услуг по защите интеллектуальной собственности

Бесплатные консультации по вопросам защиты изобретений

Оказание услуг по качественному оформлению прав на изобретения

Помощь в продаже изобретения и привлечения инвестора

Публикация профиля специалиста и его компетенций

Поиск заказчиков на услуги по защите интеллектуальной собственности

Удобное взаимодействие с коллегами из смежных областей и других стран
Патентование Услуги по Изобретениям, Полезным моделям, Промышленным образцам

Регистрация Услуги по Товарным знакам, Программному обеспечению, Авторскому праву
Исследования Услуги по Исследованиям по ГОСТ, Патентному поиску, Оценке, Разработке

Суды и споры Услуги по Защите в СИП, ФАС, Арбитраже, Аннулированию в ППС, Экспертиза
-
Услуги
 Регистрация товарного знака
Международная регистрация товарного знака (торговой марки)
Внесение и регистрация товарного знака в ТРОИС
Ускоренная регистрация товарного знака
Продление действия товарного знака
Регистрация лицензионного договора
Ответы на Уведомления при регистрации ТЗ
Регистрация программ для ЭВМ
Регистрация ПО и ПАК в Минцифры
Калькулятор стоимости регистрации товарного знака - торговой марки, логотипа, торгового знака
Калькулятор расчёта стоимости международной регистрации товарного знака по Мадридской системе
Патентование изобретений - регистрация патента в РФ
Патентование полезной модели - регистрация патента в РФ
Патентование промышленного образца - патент на внешний вид
Ускоренное патентование
Калькулятор расчёта стоимости патентования изобретения, полезной модели, промышленного образца
Международное патентование
Патентование промышленного образца в Евразии (ЕАПО)
Патентование изобретения в Евразии (ЕАПО)
Патентование и Регистрация интеллектуальной собственности
Проведение патентного исследования Патентные исследования на патентную чистоту Патентно-информационный поиск Оценка стоимости интеллектуальной собственности Оценка патента на изобретение, полезную модель, промышленный образец Оценка стоимости товарного знака Оценка программно-аппаратного комплекса, программ ЭВМ Разработка и регистрация технических условий (ТУ) Разработка и создание нематериального актива для компании (НМА)
Регистрация товарного знака
Международная регистрация товарного знака (торговой марки)
Внесение и регистрация товарного знака в ТРОИС
Ускоренная регистрация товарного знака
Продление действия товарного знака
Регистрация лицензионного договора
Ответы на Уведомления при регистрации ТЗ
Регистрация программ для ЭВМ
Регистрация ПО и ПАК в Минцифры
Калькулятор стоимости регистрации товарного знака - торговой марки, логотипа, торгового знака
Калькулятор расчёта стоимости международной регистрации товарного знака по Мадридской системе
Патентование изобретений - регистрация патента в РФ
Патентование полезной модели - регистрация патента в РФ
Патентование промышленного образца - патент на внешний вид
Ускоренное патентование
Калькулятор расчёта стоимости патентования изобретения, полезной модели, промышленного образца
Международное патентование
Патентование промышленного образца в Евразии (ЕАПО)
Патентование изобретения в Евразии (ЕАПО)
Патентование и Регистрация интеллектуальной собственности
Проведение патентного исследования Патентные исследования на патентную чистоту Патентно-информационный поиск Оценка стоимости интеллектуальной собственности Оценка патента на изобретение, полезную модель, промышленный образец Оценка стоимости товарного знака Оценка программно-аппаратного комплекса, программ ЭВМ Разработка и регистрация технических условий (ТУ) Разработка и создание нематериального актива для компании (НМА) - Специалисты
-
Инфо

Продажа товарного знака Новатор кофе
Классы: 30, 43
Цена: договорная

Продажа товарного знака Жажда Странствий
Классы: 3, 9, 16, 18, 20...
Цена: договорная

Продажа товарного знака ФитоЛавка
Классы: 5, 20, 21, 30, 35
Цена: договорная

Уникальная технология конструкции беседки
Авторские произведения
Отчуждение
Универсальная сумочка с FOLED-дисплеем
Полезная модель
Лицензия

ИС CloudRepairs по планированию и организации
Авторские произведения
Отчуждение
Инструменты для классификации ИС
- Классификатор МПК - Международная патентная классификация
- Классификатор МКТУ - Международная классификация товарных знаков и услуг
- Классификатор МКПО - Международная классификация промышленных образцов
- Классификатор ЕСКД - Единая система конструкторской документации
- Классификатор ОКВЭД2 - Общероссийская классификация видов экономической деятельности
- Классификатор ПАК - Классификация программно-аппаратных комплексов
- Классификатор ПО - Классификация программного обеспечения
Prilan - Официальный партнёр Сбербанка России

Адрес:
123610 г. Москва, Краснопресненская набережная, д.12
ЦМТ Москвы - Центр международной торговли
График работы:
09:00-18:00 - ПН-ПТ
Выходные - СБ-ВС























Электродная плата быстропроточного электроразрядного лазера с поперечной прокачкой газа

Тип продажи: Отчуждение
Дата приоритета: 21.08.2015
Вид объекта: Полезная модель
Вид регистрации: Патент
Цена: 220 000 000 р.
Продавец: Илья Серебрянников
Телефон: +7 (xxx)xxx-xx-xx
E-mail: xxxx@xxxx.ru
Изображения:
Реферат:
Полезная модель относится к области квантовой электроники и может быть использована при создании электроразрядных лазеров с поперечной прокачкой газа, применяемых в машиностроении, в частности при резке металлов. Технической задачей полезной модели является повышение надежности электродной платы быстропроточного электроразрядного лазера с поперечной прокачкой газа. Решение технической задачи в электродной плате быстропроточного электроразрядного лазера с поперечной прокачкой газа, содержащей электродную плиту с отверстиями под взаимозаменяемые электродные элементы, электродные элементы, пластину, разделяющую втекающий и вытекающий потоки хладагента, достигается тем, что электродный элемент состоит из эмиттера, имеющего эмиттерный участок и расположенного в отверстии электродной плиты под взаимозаменяемые электродные элементы с одной стороны, и заглушки, расположенной в отверстии электродной плиты под взаимозаменяемые электродные элементы с противоположной стороны относительно эмиттера, причем заглушка имеет выступающую в сторону эмиттера часть, выполненную в виде пластины, разделяющей втекающий и вытекающий потоки хладагента, и имеющую на конце выступ в виде “ласточкиного хвоста”, механически соединяющий заглушку с эмиттером, в котором, в месте их соединения, имеется паз в виде “ласточкиного хвоста”, а отверстия электродной плиты под взаимозаменяемые электродные элементы соединены между собой отверстиями для подачи хладагента. 4 илл.
Полезная модель относится к области квантовой электроники и может быть использована при создании электроразрядных лазеров с поперечной прокачкой газа, применяемых в машиностроении, в частности при резке металлов.
Известен аналог - электродная плата быстропроточного электроразрядного лазера с поперечной прокачкой газа - авторское свидетельство RU №589840 от 07.10.80 г., Б.И. №37, МПК H01S 3/02, состоящая из несущей диэлектрической плиты и закрепленных на ней взаимозаменяемых электродных элементов, каждый из которых представляет собой полый металлический брусок с плоской рабочей стенкой, покрытый снаружи, за исключением эмитирующего участка на нем, слоем высокотемпературного диэлектрика, внутренний объем которого соединен патрубками с системой охлаждения. В качестве высокотемпературного диэлектрика используется окись алюминия или стеклоэмаль. Крепление электродных элементов на несущей диэлектрической плите осуществляется патрубками с помощью гаек.
Аналог обладает недостатками. Малая степень секционированности платы приводит к возникновению разности потенциалов между соседними электродными элементами, что является причиной возникновения электрических пробоев между соседними электродными элементами и выхода из строя всей платы. Кроме того, в результате температурного расширения металлической части электродного элемента или чрезмерной затяжки гаек, происходит растрескивание диэлектрика, покрывающего электродный элемент, и выход из строя электродного элемента. Недостатком аналога является еще и то, что замена электродных элементов является трудоемким процессом, а конструкция электродного элемента отличается сложностью в изготовлении и дорогостоящей.
Также известна электродная плата быстропроточного электроразрядного лазера с поперечной прокачкой газа, - патент RU №2344527, 20.01.2009, выбранная в качестве прототипа, содержащая электродную плиту с отверстиями под взаимозаменяемые электродные элементы, внутренние полости которых соединены трубками с системой охлаждения, причем в плите с отверстиями расположены диэлектрические втулки, в которые установлены электродные элементы и выполнены в виде полых металлических стержней с резьбой для глухой гайки с эмиттерным участком на рабочей части, причем внутренняя полость стержня содержит пластину, разделяющую полость на две части для втекающего и вытекающего потоков хладагента.
Недостатком прототипа является низкая надежность, обусловленная низкой технологичностью изготовления электродных элементов. Конструкция электродов подразумевает операцию сварки, вероятность возникновения брака при которой выше, чем при таких операциях механической обработки, как фрезерование и точение. Наличие диэлектрических втулок дополнительно снижает надежность платы, так как возникает дополнительное соединение в сборке, увеличивающее вероятность возникновения брака.
Технической задачей полезной модели является повышение надежности электродной платы быстропроточного электроразрядного лазера с поперечной прокачкой газа.
Технический результат предлагаемой полезной модели заключается в исключении из конструкции электродных элементов частей, выполняемых с помощью операции сварки, и исключение лишних деталей из конструкции электродной платы.
Решение технической задачи в электродной плате быстропроточного электроразрядного лазера с поперечной прокачкой газа, содержащей электродную плиту с отверстиями под взаимозаменяемые электродные элементы, электродные элементы, пластину, разделяющую втекающий и вытекающий потоки хладагента, достигается тем, что электродный элемент состоит из эмиттера, имеющего эмиттерный участок и расположенного в отверстии электродной плиты под взаимозаменяемые электродные элементы с одной стороны, и заглушки, расположенной в отверстии электродной плиты под взаимозаменяемые электродные элементы с противоположной стороны относительно эмиттера, причем заглушка имеет выступающую в сторону эмиттера часть, выполненную в виде пластины, разделяющей втекающий и вытекающий потоки хладагента, и имеющую на конце выступ в виде “ласточкиного хвоста”, механически соединяющий заглушку с эмиттером, в котором, в месте их соединения, имеется паз в виде “ласточкиного хвоста”, а отверстия электродной плиты под взаимозаменяемые электродные элементы соединены между собой отверстиями для подачи хладагента.
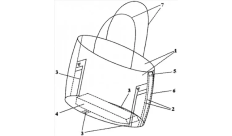
На фиг. 1 представлен чертеж схемы размещения электродных элементов.
На фиг. 2 представлен разрез плиты в месте расположения электродного элемента.
На фиг. 3 представлено соединение типа "ласточкин хвост" эмиттера с заглушкой электродного элемента.
На фиг. 4 представлены эмиттер и заглушка электродного элемента в разъединенном состоянии.
Электродная плата быстропроточного электроразрядного лазера с поперечной прокачкой газа содержит электродную плиту 1 с отверстиями 2 под взаимозаменяемые электродные элементы 3, электродные элементы 3, пластину 4, разделяющую втекающий и вытекающий потоки хладагента, электродный элемент 3 состоит из эмиттера 5, имеющего эмиттерный участок 6 и расположенного в отверстие 2 электродной плиты 1 под взаимозаменяемые электродные элементы 3 с одной стороны, и заглушки 7, расположенной в отверстии 2 электродной плиты 1 под взаимозаменяемые электродные элементы с противоположной стороны относительно эмиттера 5, причем заглушка 7 имеет выступающую в сторону эмиттера часть, выполненную в виде пластины 4, разделяющей втекающий и вытекающий потоки хладагента, и имеющей на конце выступ 8 в виде “ласточкиного хвоста”, механически соединяющий заглушку 7 с эмиттером 5, в котором, в месте их соединения, имеется паз 9 в виде “ласточкиного хвоста”, а отверстия 2 электродной плиты 1 под взаимозаменяемые электродные элементы 3 соединены между собой отверстиями 10 для подачи хладагента.
В примере, конкретной реализации электродной платы быстропроточного электроразрядного лазера с поперечной прокачкой газа электродная плита 1 изготовлена из стеклотекстолита СТЭФ методом фрезерования и сверления отверстий 2 под взаимозаменяемые электродные элементы 3 и отверстий 10 для подачи хладагента. Эмиттер 5 имеет цилиндрическую форму, изготовлен из нержавеющей стали 12Х18Н10Т методом точения. Эмиттерный участок 6 эмиттера 5 выполнен методом фрезерования. Уплотнение эмиттера 5 в отверстии 2 электродной плиты 1 обеспечивается резиновым кольцом 11, установленным в канавке эмиттера 5. Заглушка 7 имеет цилиндрическую форму, изготовлена из нержавеющей стали 12Х18Н10Т методом точения. Пластина 4 заглушки 7, разделяющая втекающий и вытекающий потоки хладагента выполнена методом фрезерования и имеет отверстие 12 для прохода хладагента. Выступ 8 заглушки 7, механически соединяющий заглушку 7 с эмиттером 5, представляет из себя “ласточкин хвост”, который вставляется в ответный паз 9, выполненный в виде “ласточкиного хвоста” в эмиттере 5. Уплотнение заглушки 7 в отверстии 2 электродной плиты 1 обеспечивается резиновым кольцом 11, установленным в канавке заглушки 7. В заглушке 7 имеется резьбовое 13 отверстие для болта 14, который прижимает клемму высоковольтного источника питания (на рисунках не показаны) и с помощью которого осуществляется демонтаж электродного элемента 3 из электродной плиты 1.
Рассмотрим электродную плату быстропроточного электроразрядного лазера с поперечной прокачкой газа в работе.
Эмиттеры 5 соединяются с заглушками 7, в канавки эмиттеров и заглушек устанавливаются уплотняющие резиновые кольца 11, после чего собранные электродные элементы 3 вставляются в отверстия 2 электродной плиты 1. Электродная плита 1 монтируется на разрядно-резонаторной камере лазера. Через отверстия 10 в электродной плите 1 подается хладагент, а к электродным элементам 3 присоединяются клеммы высоковольтного источника питания, которые поджимаются болтом 14. После этого, в подготовленном к работе лазере, подается напряжение источника питания к разрядно-резонаторной камере и в потоке газа создается однородный и стабильный электрический разряд.
В процессе работы происходит электроэрозия эмиттерных участков 6 эмиттеров 5. С учетом этого, необходимо периодически заменять эмиттеры 5 на новые. Для этого, при выключенном питании высоковольтного источника, разгерметизированном газодинамическом контуре лазера, и отключении подачи хладагента, электродный элемент 3 вынимается из электродной плиты 1, эмиттер 5 и заглушка 7 разъединяются путем смещения относительно друг друга и заглушка 7 путем смещения соединяется с новым эмиттером 5. При этом демонтировать всю электродную плату с лазера не нужно.
Технический результат в предложенном техническом решении достигается благодаря уменьшению количества деталей, из которых состоит электродный элемент 3, исключения операции сварки из технологического процесса изготовления электродного элемента 3, исключения втулки из конструкции электродной платы.
Предложенное техническое решение увеличивает ресурс работы электродной платы быстропроточного электроразрядного лазера с поперечной прокачкой газа благодаря повышению надежности конструкции электродных элементов. Дополнительным преимуществом по сравнению с прототипом является уменьшение себестоимости изготовления электродной платы благодаря упрощению конструкции, уменьшению технологических операций изготовления и исключению операции сварки, статистически имеющей высокий процент брака.
Формула полезной модели
Электродная плата быстропроточного электроразрядного лазера с поперечной прокачкой газа, содержащая электродную плиту с отверстиями под взаимозаменяемые электродные элементы, электродные элементы, пластину, разделяющую втекающий и вытекающий потоки хладагента, отличающаяся тем, что электродный элемент состоит из эмиттера, имеющего эмиттерный участок и расположенного в отверстии электродной плиты под взаимозаменяемые электродные элементы с одной стороны, и заглушки, расположенной в отверстии электродной плиты под взаимозаменяемые электродные элементы с противоположной стороны относительно эмиттера, причем заглушка имеет выступающую в сторону эмиттера часть, выполненную в виде пластины, разделяющей втекающий и вытекающий потоки хладагента, и имеющую на конце выступ в виде "ласточкина хвоста", механически соединяющий заглушку с эмиттером, в котором, в месте их соединения, имеется паз в виде "ласточкина хвоста", а отверстия электродной плиты под взаимозаменяемые электродные элементы соединены между собой отверстиями для подачи хладагента.
Написать продавцу




Благодарим за обращение!