-
О компании

Prilan - Международный Каталог патентных специалистов

Для клиентов: удобный поиск исполнителя в любом регионе

Для патентных специалистов: Поиск коллег в смежных областях и регионах

Бесплатные консультации по вопросам интеллектуальной собственности

Помощь в оказании услуг по защите интеллектуальной собственности

Поиск исполнителя на оказание услуг по защите интеллектуальной собственности

Бесплатные консультации по вопросам защиты изобретений

Оказание услуг по качественному оформлению прав на изобретения

Помощь в продаже изобретения и привлечения инвестора

Публикация профиля специалиста и его компетенций

Поиск заказчиков на услуги по защите интеллектуальной собственности

Удобное взаимодействие с коллегами из смежных областей и других стран
Патентование Услуги по Изобретениям, Полезным моделям, Промышленным образцам

Регистрация Услуги по Товарным знакам, Программному обеспечению, Авторскому праву
Исследования Услуги по Исследованиям по ГОСТ, Патентному поиску, Оценке, Разработке

Суды и споры Услуги по Защите в СИП, ФАС, Арбитраже, Аннулированию в ППС, Экспертиза
-
Услуги
 Регистрация товарного знака
Международная регистрация товарного знака (торговой марки)
Регистрация логотипа
Ускоренная регистрация товарного знака
Продление действия товарного знака
Регистрация лицензионного договора
Ответы на Уведомления при регистрации ТЗ
Регистрация программ для ЭВМ
Регистрация ПО и ПАК в Минцифры
Калькулятор стоимости регистрации товарного знака - торговой марки, логотипа, торгового знака
Калькулятор расчёта стоимости международной регистрации товарного знака по Мадридской системе
Патентование изобретений - регистрация патента в РФ
Патентование полезной модели - регистрация патента в РФ
Патентование промышленного образца - патент на внешний вид
Ускоренное патентование
Калькулятор расчёта стоимости патентования изобретения, полезной модели, промышленного образца
Международное патентование
Патентование промышленного образца в Евразии (ЕАПО)
Патентование изобретения в Евразии (ЕАПО)
Патентование и Регистрация интеллектуальной собственности
Проведение патентного исследования Патентные исследования на патентную чистоту Оценка стоимости интеллектуальной собственности Оценка патента на изобретение, полезную модель, промышленный образец Патентно-информационный поиск Оценка стоимости товарного знака Разработка и создание нематериального актива для компании (НМА) Оценка программно-аппаратного комплекса, программ ЭВМ
Регистрация товарного знака
Международная регистрация товарного знака (торговой марки)
Регистрация логотипа
Ускоренная регистрация товарного знака
Продление действия товарного знака
Регистрация лицензионного договора
Ответы на Уведомления при регистрации ТЗ
Регистрация программ для ЭВМ
Регистрация ПО и ПАК в Минцифры
Калькулятор стоимости регистрации товарного знака - торговой марки, логотипа, торгового знака
Калькулятор расчёта стоимости международной регистрации товарного знака по Мадридской системе
Патентование изобретений - регистрация патента в РФ
Патентование полезной модели - регистрация патента в РФ
Патентование промышленного образца - патент на внешний вид
Ускоренное патентование
Калькулятор расчёта стоимости патентования изобретения, полезной модели, промышленного образца
Международное патентование
Патентование промышленного образца в Евразии (ЕАПО)
Патентование изобретения в Евразии (ЕАПО)
Патентование и Регистрация интеллектуальной собственности
Проведение патентного исследования Патентные исследования на патентную чистоту Оценка стоимости интеллектуальной собственности Оценка патента на изобретение, полезную модель, промышленный образец Патентно-информационный поиск Оценка стоимости товарного знака Разработка и создание нематериального актива для компании (НМА) Оценка программно-аппаратного комплекса, программ ЭВМ - Специалисты
-
Инфо

Продажа товарного знака Новатор кофе
Классы: 30, 43
Цена: договорная

Продажа товарного знака Жажда Странствий
Классы: 3, 9, 16, 18, 20...
Цена: договорная

Продажа товарного знака ФитоЛавка
Классы: 5, 20, 21, 30, 35
Цена: договорная

Уникальная технология конструкции беседки
Авторские произведения
Отчуждение
Универсальная сумочка с FOLED-дисплеем
Полезная модель
Лицензия

ИС CloudRepairs по планированию и организации
Авторские произведения
Отчуждение
Инструменты для классификации ИС
- Классификатор МПК - Международная патентная классификация
- Классификатор МКТУ - Международная классификация товарных знаков и услуг
- Классификатор МКПО - Международная классификация промышленных образцов
- Классификатор ЕСКД - Единая система конструкторской документации
- Классификатор ОКВЭД2 - Общероссийская классификация видов экономической деятельности
- Классификатор ПАК - Классификация программно-аппаратных комплексов
- Классификатор ПО - Классификация программного обеспечения
Prilan - Официальный партнёр Сбербанка России

Адрес:
123610 г. Москва, Краснопресненская набережная, д.12
ЦМТ Москвы - Центр международной торговли
График работы:
09:00-18:00 - ПН-ПТ
Выходные - СБ-ВС























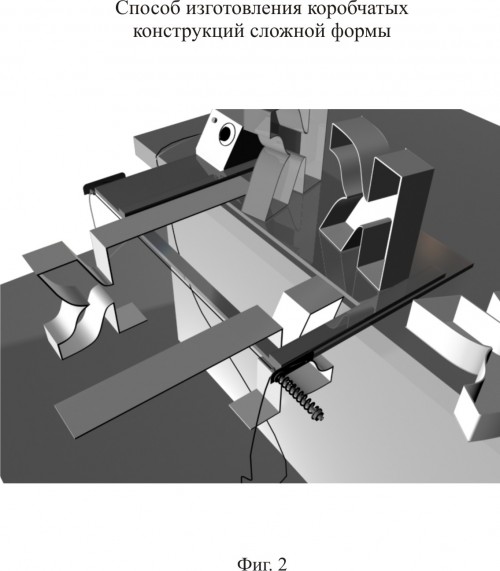
Способ изхготовления коробчатых конструкций сложной формы патент №2485601

Вид объекта: Изобретение
Вид регистрации: Патент
Цена: 1 250 000 р.
Продавец: Олег Бартов
Телефон: +7 (xxx)xxx-xx-xx
E-mail: xxxx@xxxx.ru
Изображения:

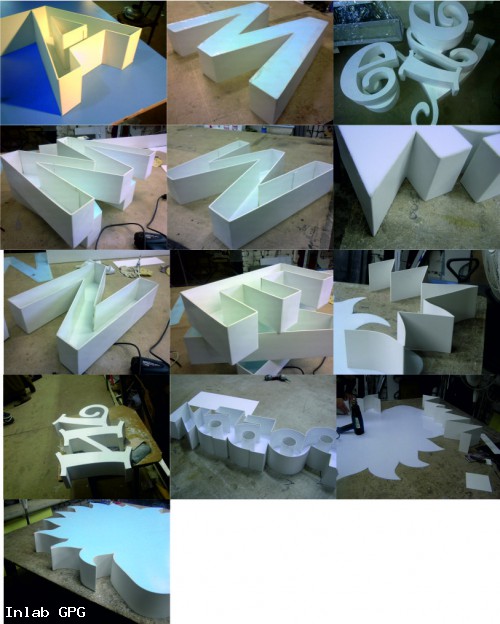

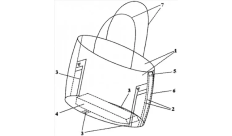
Технология изготовления коробчатых конструкций сложной формы
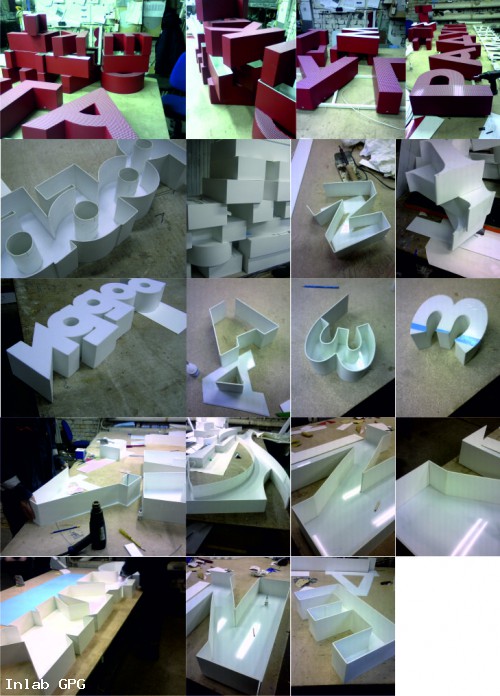
Предлагаю новую передовую технологию производства полых объемных конструкций, применяемых в наружной рекламе (световых и несветовых клееных букв, логотипов, геральдики и клееных световых коробов).
Данная технология успешно применяется с 2006 года и по достоинству оценена специалистами из рекламных компаний Перми и Москвы, успевших внедрить ее у себя.
Применение технологии даёт сильное конкурентное преимущество и, соответственно, высокую доходность при автоматизации процесса, а также при продаже лицензий компаниям-партнерам и обучении их сотрудников.
Преимущества:
- сокращение времени на изготовление рекламных изделий в 3 раза по сравнению с традиционными способами;
- позволяет сэкономить материалы;
- увеличивается срок эксплуатации, благодаря прочности и качества изделий;
- обеспечивается точность соединения по контуру боковой полосы с лицевой панелью конструкции, в результате достигается отсутствие выступов и ступенчатости на поверхности готового изделия;
- позволяет создавать конструкции различных размеров;
- позволяет уменьшить или вообще избежать более дорогостоящего и сложного процесса нанесения самоклеющейся пленки за счёт использования цветного пластика ПВХ,так как исчезает необходимость обработки углов конструкций;
- в итоге значительно уменьшается себестоимость продукции.
Технологический процесс
1.Из акрилового стекла или пластика ПВХ на фрезере вырезается лицевая панель
2 Из акрилового стекла, пластика ПВХ или полистирола вырезается боковая полоса, из которой впоследствии будет изготовлен борт конструкции.
3 На заготовке боковой полосы осуществляются загибы в соответствии с контуром лицевой панели с использованием термогибочного оборудования. Время нагрева для загиба боковой полосы в нужном участке зависит от толщины боковой полосы и температуры воздуха в производственном помещении.
4. Готовая боковая полоса с полученными загибами соединяется с лицевой панелью с помощью быстросохнущегося клея.
Буду рад ответить на ваши вопросы или более подробно поговорить о данной технологии.
Написать продавцу




Благодарим за обращение!